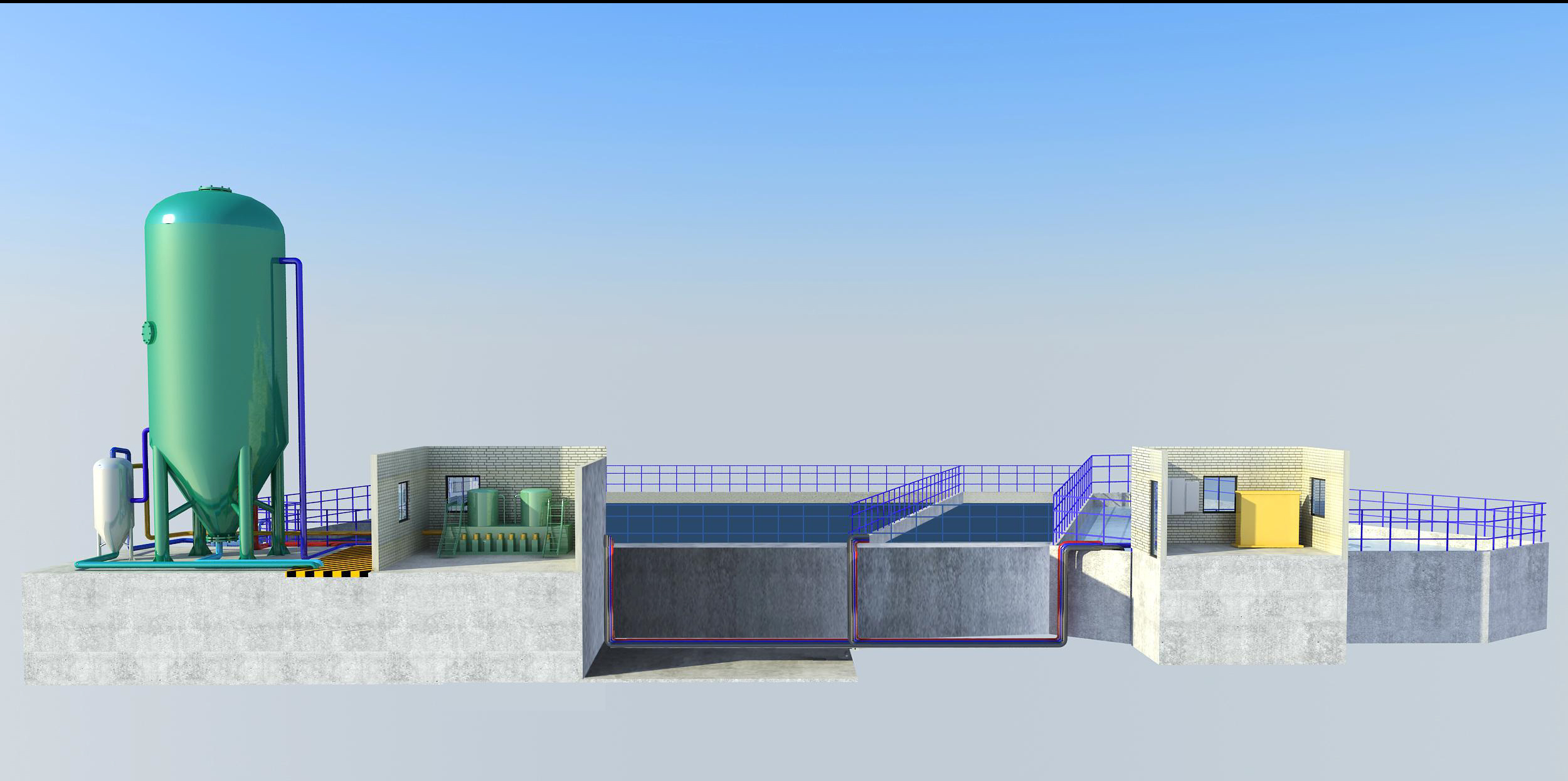
高效旋流净化器:工业净化领域的革新利器
在工业生产过程中,废气、废液等污染物的有效处理是实现可持续发展的关键环节。高效旋流净化器作为新一代分离净化设备,凭借其卓越的分离效率与节能特性,正在成为工业净化领域的核心解决方案。本文将从技术原理、性能优势、应用场景等维度,深入剖析高效旋流净化器的专业价值。
一、技术原理:离心力驱动下的精密分离
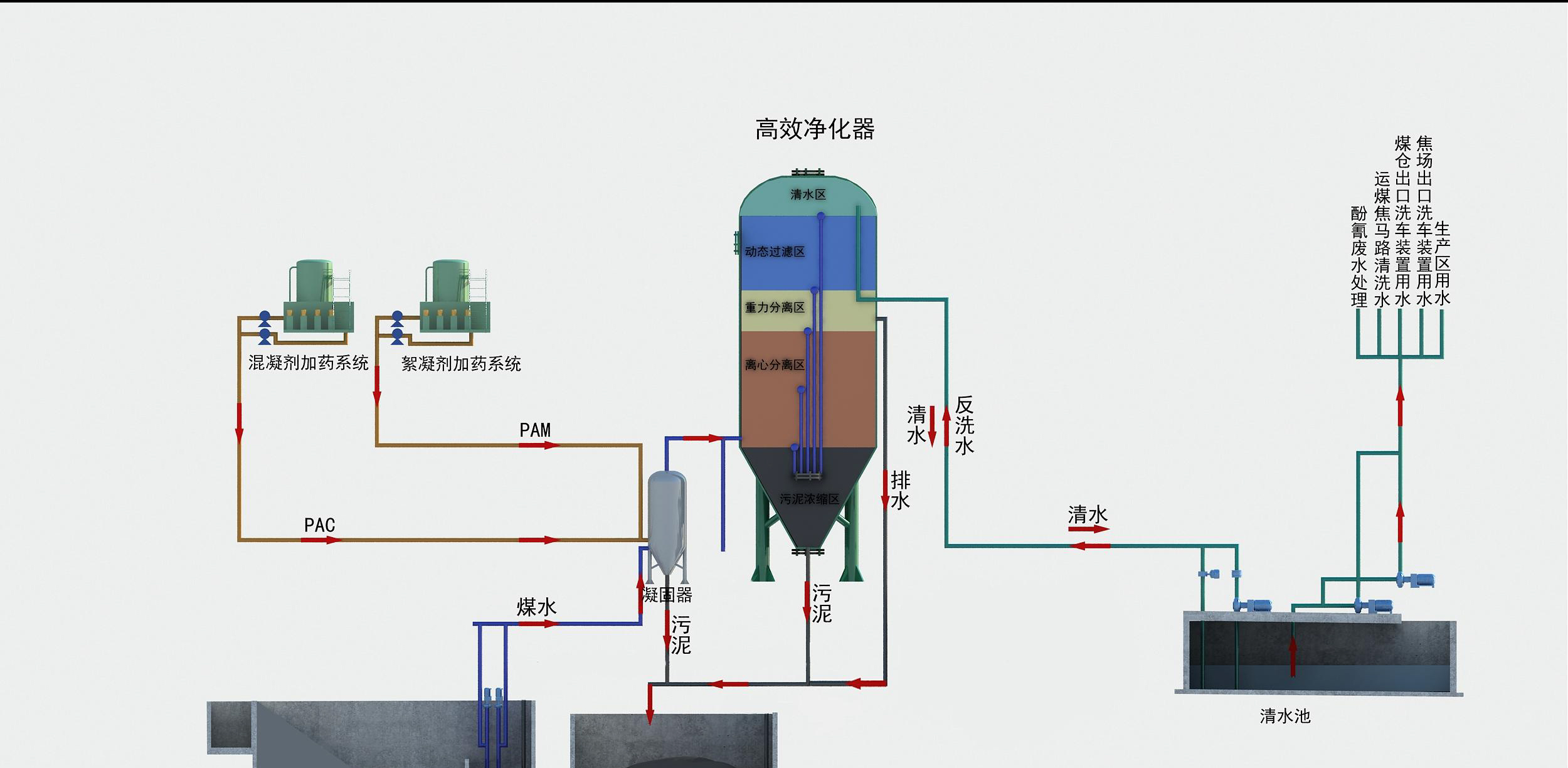
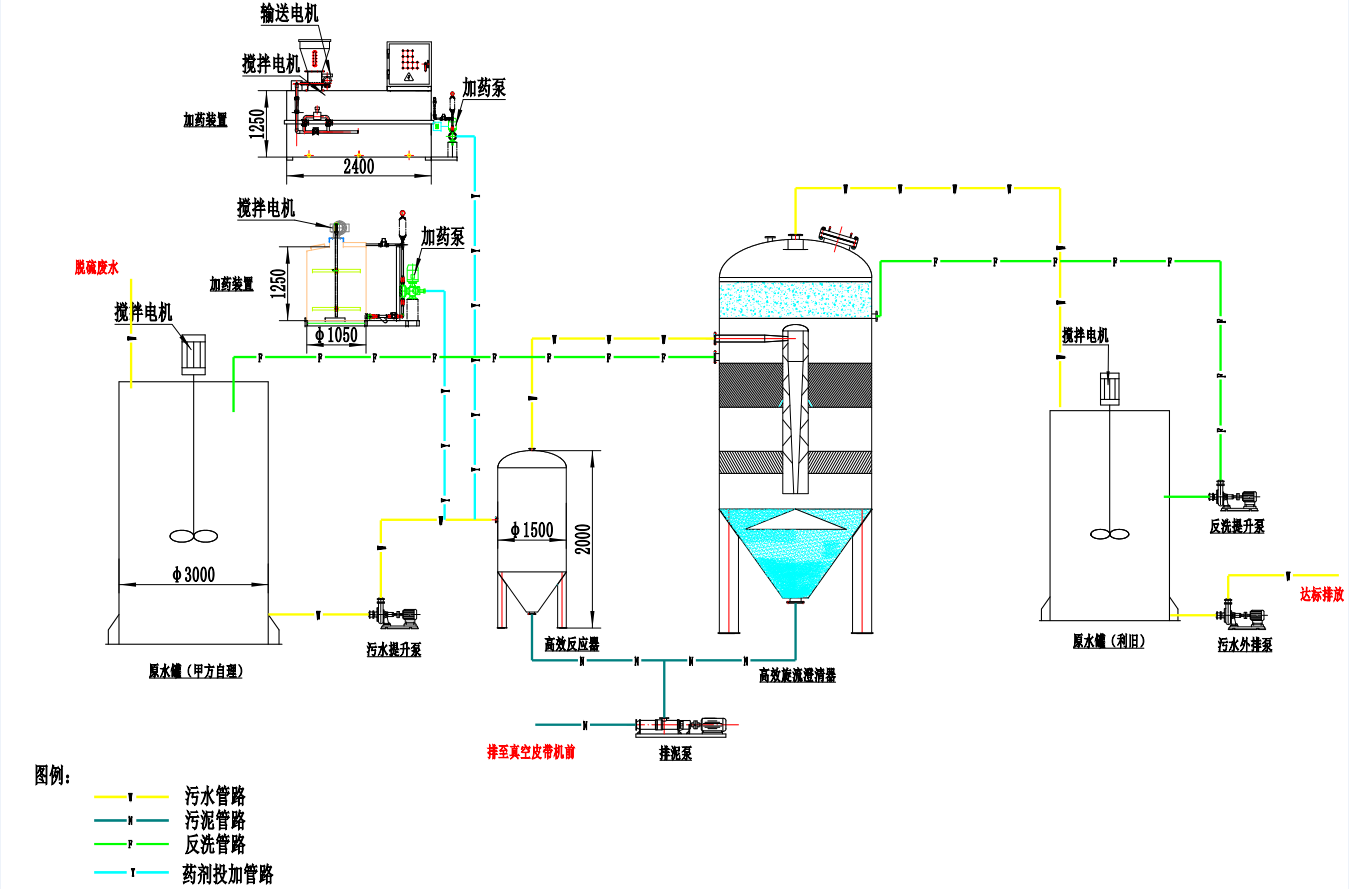
高效旋流净化器基于离心分离技术,利用流体在高速旋转时产生的离心力,实现气 - 固、气 - 液或液 - 液的高效分离。设备内部设有特殊设计的旋流腔,当待处理流体以特定角度进入后,会形成螺旋状运动轨迹。在离心力作用下,密度较大的颗粒或液滴被甩向器壁,沿壁面滑落至收集区;而轻质流体则通过中心管排出,完成分离过程。这种纯物理分离方式无需添加化学药剂,不仅降低了运行成本,还避免了二次污染风险。
值得关注的是,部分高端高效旋流净化器采用了双锥旋流结构与导流叶片优化设计,可使流体在设备内形成更稳定的涡流场,将分离效率提升至 99% 以上,对粒径≥5μm 的颗粒物去除率尤为显著。
二、核心优势:高效节能与智能化升级
(一)分离效率突破传统局限
相较于传统重力沉降室或旋风分离器,高效旋流净化器的处理能力提升 3 - 5 倍。以某钢铁厂的实际应用为例,采用高效旋流净化器处理烧结机废气后,粉尘浓度从 500mg/m³ 降至 20mg/m³ 以下,完全符合国家超低排放要求,且设备运行稳定性较原有设备提高 40%。
(二)能耗显著降低
通过优化流体动力学设计,高效旋流净化器的压降控制在 800 - 1200Pa 之间,配合变频控制系统,可根据实际处理量自动调节运行参数,较同类设备节能 25% 以上。在化工行业的溶剂回收场景中,设备每年可帮助企业节省电费超百万元。
(三)智能化运维保障
新一代高效旋流净化器集成了物联网传感器与智能诊断系统,可实时监测设备的压力、温度、分离效率等关键参数。当检测到异常工况时,系统会自动预警并生成维护建议,将设备故障率降低 60%,大幅减少停机时间。
三、多元应用场景
(一)工业废气治理
在水泥、火电、有色金属冶炼等行业,高效旋流净化器可有效去除烟气中的粉尘、SO₂、氮氧化物等污染物。某水泥企业引入该设备后,不仅实现了颗粒物达标排放,还通过回收粉尘中的可用原料,每年创造额外经济效益 200 余万元。
(二)工业废水处理
针对含油废水、乳化液等高难度废水,高效旋流净化器可快速实现油水分离,处理后的含油量可降至 10mg/L 以下,为后续深度处理创造有利条件,广泛应用于机械加工、油田开采等领域。
(三)食品医药行业
在食品饮料、生物制药生产过程中,高效旋流净化器可用于分离发酵液中的菌体、悬浮物,或实现产品浓缩。其全密闭设计与食品级材质,确保了生产过程的卫生安全与产品品质。
四、行业趋势与选择建议
随着环保法规趋严与企业降本增效需求的提升,高效旋流净化器正朝着小型化、模块化、定制化方向发展。企业在选择设备时,需重点关注设备的处理能力、分离精度、材质耐腐蚀性等参数,并结合实际工况评估能耗与维护成本。建议优先选择具备 CFD(计算流体动力学)仿真设计能力的供应商,确保设备与生产工艺的精准适配。
高效旋流净化器以其创新技术与卓越性能,为工业净化难题提供了可靠解决方案。无论是追求绿色生产的传统制造企业,还是致力于技术升级的环保工程公司,高效旋流净化器都将成为提升竞争力的核心装备。
污水处理设备



