| 集团官网 海普欧首页
|
|
|
|||||||
行业污水特征
以玉米为原料生产淀粉时,废水主要来源于玉米浸泡、胚芽分离与洗涤、纤维洗涤、浮选浓缩、蛋白压滤等工段蛋白回收后的排水,以及玉米浸泡水资源回收时产生的蒸发冷凝水。
以薯类为原料生茶淀粉时,废水主要来源于脱汁、分离、脱水工段蛋白回收后的排水、以及原料输送清洗废水。
以小麦为原料生产淀粉时,废水由两部分组成:沉降池里的上清液和离心后产生的黄浆水。
以淀粉为原料生产淀粉糖时,废水主要来源于离子交换柱冲洗水、各种设备的冲洗水和洗涤水、液化糖化工艺的冷却水。
淀粉废水主要污染物有悬浮物(SS)、化学需氧量(COD)、氨氮(NH3-N)、总氮(TN)和总磷(TP)。
淀粉废水的主要特点
・ 有机物含量高,COD浓度一般8000mg/L以上;
・ 含较高的氮、磷营养物;
・ BOD与COD比值较高,可生化性好,较宜于生物处理;
・ 其废水呈酸性。
淀粉废水治理工艺路线的选择应根据现行国家和地方有关排放标准、污染物来源及性质、排水去向确定淀粉废水处理程度,选择相应的处理工艺。
海普欧环保推荐处理简介及工艺方案
淀粉废水治理总体上宜采用“预处理+厌氧生物处理+好氧生物处理+深度处理”的污染治理工艺,工艺流程图如下:淀粉企业额根据淀粉生产的原料和产品种类、废水性质选择合适的废水工艺路线和单元技术。
预处理工序中,淀粉生产废水应通过格栅、沉淀、气浮等工艺去除悬浮物后进入调节池,进行水量调节;马铃薯淀粉生产废水应在沉淀池前设置消泡设施;薯类淀粉废水中的原料输送清晰废水应通过沉沙等工艺去除污水中的沙粒后进入调节池。
厌氧生物处理可选用升流式厌氧污泥床反应器(UASB)、厌氧颗粒污泥膨胀床反应器(EGSB)、内循环厌氧反应器(IC)等工艺;废水在进入厌氧反应器前应先进行PH调节和温度调节;淀粉糖及变性淀粉生产废水需投加营养盐调节碳氮比后在进行厌氧生物反应。
好氧生物处理可选用序批式活性污泥法(SBR)、缺氧-好氧(A/O)+二沉池、氧化沟+二沉池等工艺。
深度处理可选用混凝沉淀、砂滤、膜生物反应器(MBR)等工艺;根据用水需求可通过纳滤、反渗透处理后回用。根据回用目的的不同,回用时可选择超滤、超滤+反渗透(RO)、超滤+RO+混合离子交换床等工艺。其中,可采用MBR代替好氧生物处理(脱氮除磷)+深度处理,也可将MBR作为深度处理工艺。
a.预处理工序
在预处理工序中,淀粉废水通过格栅、沉淀、气浮等工艺去除悬浮物,减少后续反应器负荷。淀粉废水呈酸性,产甲烷菌不能承受低pH值的环境,抑制厌氧处理过程,因此生化处理前需要调整pH值至中性(其最适宜范围是6.8~7.2)。
1。格栅:在综合污水进入调节池前设置一道格栅,用以去除生产污水中的软性缠绕物、较大固颗粒杂物及飘浮物,从而保护后续工作水泵使用寿命并降低系统处理工作负荷。
2。调节池:综合污水经格栅处理后进入调节池进行水量、水质的调节均化,保证后续生化处理系统水量、水质的均衡、稳定,并设置预曝气系统,用于充氧搅拌,以防止污水中悬浮颗粒沉淀而发臭,又对污水中有机物起到一定的降解功效,提高整个系统的抗冲击性能和处理效果。
3。提升泵;调节池内设置潜污泵,经均量,均质的污水提升至后级处理。
b.厌氧生物处理
A级生物池:将污水进一步混合,充分利用池内高效生物弹性填料作为细菌载体,靠兼氧微生物将污水中难溶解有机物转化为可溶解性有机物,将大分子有机物水解成小分子有机物,以利于后道O级生物处理池进一步氧化分解,同时通过回流的硝炭氮在硝化菌的作用下,可进行部分硝化和反硝化,去除氨氮。

厌氧生物处理是一种有效处理高浓度有机废水的技术,可将有机化合物转化为低分子有机化合物,并能产生甲烷进行回收利用,减少后续反应负荷。厌氧处理技术可选用UASB、EGSB、IC等工艺,其COD去除率可达到80%以上。淀粉糖及变性淀粉生产废水需投加营养盐调节碳氮比后再进行厌氧生物反应。
c.好氧生物处理
好氧生物处理是在有氧环境下对有机物的彻底分解,其工艺技术有SBR、氧化沟和二沉池等。
1.O级生物池:该池为本污水处理的核心部分,分二段,前一段在较高的有机负荷下,通过附着于填料上的大量不同种属的微生物群落共同参与下的生化降解和吸附作用,去除污水中的各种有机物质,使污水中的有机物含量大幅度降低。后段在有机负荷较低的情况下,通过硝化菌的作用,在氧量充足的条件下降解污水中的氨氮,同时也使污水中的COD值降低到更低的水平,使污水得以净化。
2.二沉池;进行固液分离去除生化池中剥落下来的生物膜和悬浮污泥,使污水真正净化
3.消毒池:二沉池出水流入过滤消毒池进行消毒,使出水水质符合卫生指标要求,合格外排。
4.鼓风机:供A/O级生化池、调节池中充氧曝气,搅拌、和污泥提升、污泥消化。
目前国内常用的工艺有混凝-水解酸化-UASB-曝气氧化塘工艺、EGSB+SBR法、UASB-氧化塘-混凝气浮法等,这些工艺处理淀粉废水效率高,均能使处理后的水达到国家排放标准。
淀粉废水属生化性较好的高浓度有机废水,因而采用水解酸化-UASB-SBR处理技术。淀粉废水呈酸性,经过pH调整至中性,废水经预处理进入水解反应池、UASB及SBR生物反应器,处理效率高,效果稳定。
各工段处理效果具体如下表。该方案不仅处理效率高,其运行管理也方便。
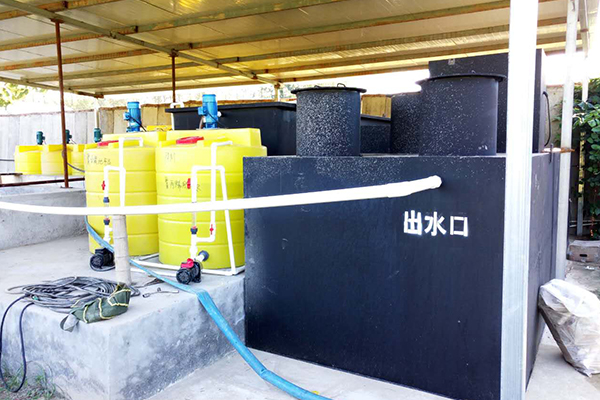
污水处理设备
|
|||||||||||||||||||||
|
|||||||||||||||||||||



